
What Is a Constant Torque Hinge — and What It Isn't
The word "constant" creates a reasonable expectation that immediately causes trouble in the field. Engineers read it and assume the torque value is fixed — identical at 10° and 170°, identical on day one and after 40,000 cycles. That's not quite right, and the gap between that expectation and reality is where most specification problems begin.
What a constant torque hinge actually delivers is predictable resistance throughout its working life. The torque stays within a defined band — usually ±15–25% of the nominal value — rather than degrading steadily or spiking unpredictably. The word "constant" describes the user experience: you open the panel, let go, and it stays. You don't feel it drift. You don't need to prop it open. That's the promise, and a well-specified hinge keeps it.
A standard hinge, by contrast, has no resistance to speak of. It connects two surfaces and lets gravity make all the decisions. For a cabinet door swinging vertically, that's fine. For a horizontal-axis panel on industrial equipment, it's a liability — open it and it either slams back shut or falls fully open, depending on geometry. The friction hinge exists to solve exactly that problem.
The terminology problem
In our experience dealing with engineers from Europe, North America, and East Asia, terminology inconsistency is a genuine source of confusion and occasionally a source of wrong orders. Here's how the names map:
| Term you'll see | What it usually means | Watch out for |
|---|---|---|
| Constant torque hinge | Fixed preload, consistent resistance over life | Some suppliers use this loosely for any friction hinge |
| Friction hinge | Generic term for hinges that use internal friction to resist rotation | Confirm whether the supplier makes constant or adjustable — they behave very differently in service |
| Position control hinge | Emphasises the free-stop function | Common in Japanese and Taiwanese catalogues |
| Torque hinge | Same as friction hinge | Sometimes implies higher load ranges |
| Free-stop hinge | Emphasis on the panel staying at any angle | Often used in furniture/display contexts |
When we receive a new enquiry, the first thing our team asks is: "Is the panel weight fixed or will it change during the product's life?" That single question usually tells us more about which hinge type is appropriate than anything else in the specification sheet.
Inside the Mechanism: How Friction Is Engineered, Not Accidental
Most friction in mechanical systems is something engineers spend their careers trying to eliminate. In a constant torque hinge, it's the entire product. That inversion requires a different way of thinking about tolerances, material selection, and what "failure" looks like.
The preload principle
Every constant torque hinge works on one fundamental principle: a controlled compressive force — the preload — squeezes friction elements together. When you rotate the hinge, those elements slide against each other and produce resistance. The torque value is determined almost entirely by how much preload is applied and what materials are in contact.
We set this preload during manufacturing. In our standard product line, we use spring steel bands that wrap around the pivot shaft with a precisely engineered interference fit. The band applies radial pressure against the shaft; the shaft rotates inside it; the friction produces torque. The geometry of that fit — how tight, how wide, what surface finish — is what we engineer to hit a specific torque target.
Alternative designs use disc spring stacks (Belleville washers) applying axial pressure to a friction disc assembly, similar to a multi-plate clutch. These are more common in heavier industrial applications where torque requirements exceed what a band-type design can deliver without making the hinge physically large.
What's actually inside
Most of our friction hinges use 3 to 5 alternating friction surfaces. Adding more interfaces lets us increase torque capacity without increasing shaft diameter — important when the mounting envelope is constrained. Each additional interface contributes roughly proportionally to total torque output.
At Leecotech, we generate torque through two friction interface configurations. This is a deliberate choice — fewer variables means tighter process control and more predictable output across production batches:
- Hardened steel on hardened steel: Our standard configuration for most applications. Consistent torque output, good wear resistance, and reliable long-term retention. This interface handles the majority of what we ship — industrial enclosures, machine covers, general-purpose OEM applications.
- Phosphor bronze on hardened steel: Specified when the application demands smoother motion feel or operates in environments where the steel-on-steel interface would be inappropriate. Bronze provides a slightly different friction character and is our choice for applications where consistent break-away feel matters — certain medical and precision equipment categories, for instance.
One thing I flag early with almost every coastal or food-processing application: stainless-on-stainless sounds like the safe choice, but it's the interface I most often have to talk customers out of. Under the contact pressures inside a friction hinge, unlubricated 316L on 316L galls — surfaces micro-weld and tear, and torque goes unpredictable fast. I reviewed a case in 2023 where a customer in coastal Singapore made exactly this call. Torque climbed from 2 N·m to over 8 N·m within 3,000 cycles.
Our recommendation in corrosive environments: use Leecotech's phosphor bronze on hardened steel interface housed in a stainless enclosure. The bronze interface doesn't gall under the contact pressures typical in a friction hinge, and the stainless housing handles the external corrosion exposure. It's not the all-stainless solution some customers initially want, but it's the one that actually holds torque. The change was straightforward once the customer understood why stainless-on-stainless was the problem, not the solution.
— Jade Liu, application engineering review, 2023
Understanding torque tolerance: what the ±% on our datasheet actually means
We include torque tolerance in every datasheet we publish, and we occasionally get pushback from engineers who want a tighter band. The tolerance isn't a manufacturing shortcut — it reflects real sources of variation that exist in any friction system: surface finish variation within machining tolerance, batch-to-batch differences in friction material hardness, the effect of temperature on lubricant viscosity, and the first 500–1,000 cycles of break-in wear where surface asperities flatten.
A hinge that claims ±5% tolerance is either tested under unusually controlled conditions or is exaggerating. When we quote a torque value, we test every batch and our typical real-world variation lands at ±12–20% — which we publish as ±20~25% depending on the product series. Engineers should design to the minimum end of that range, not the nominal.
Why Leecotech Only Makes Constant Torque — and What That Means for Your Spec
We manufacture constant torque friction hinges only. This is a deliberate position, not a product gap — and after 21 years in this field, I think it's the right one.
Adjustable torque hinges exist to solve a real problem: the engineer isn't sure of the correct torque at design time, so they want the flexibility to correct it in the field. I understand the logic. What's important to understand is who actually does that correcting — it's not the engineer. By the time the product is installed and in use, the person interacting with it is the end user: a machine operator, a technician on the factory floor, someone who opens and closes that panel every day. They're the ones who notice the torque feels wrong. And they're the ones who, with an adjustable hinge, can turn a screw and change it — without any training, without knowing the target torque value, and without any record of what they've done. In my experience, this goes one of two ways: the end user never touches the adjustment because they don't know it exists, so the hinge stays wherever it left the factory. Or they do adjust it — usually because the panel feels stiff — and they back off the torque until the panel moves more easily, which means it no longer holds position. Either way, the engineer's carefully calculated specification is no longer what's running in the field.
There's a deeper structural problem with adjustable torque hinges that doesn't get discussed enough: the internal components that allow adjustment — the friction elements designed to be compressed and released — wear faster than those in a fixed constant-torque assembly. The adjustment mechanism itself introduces material fatigue that accelerates torque decay. In practice, this means the torque drops noticeably within a shorter service period, requiring re-adjustment more frequently than anticipated. What was sold as a convenience becomes a maintenance burden. Engineers who've managed adjustable hinge installations for two or three years often come back to us specifically because they're tired of the re-tensioning cycle — and because the torque between adjustments is unpredictable enough that panels aren't holding reliably.
Here's what I tell engineers who come to us asking for adjustable: do the torque calculation properly upfront, order constant torque samples, test them on your prototype, and confirm the spec before production. If you need to iterate on torque value during development, that's what prototype runs are for. Once you're in production, you want a fixed, verified spec — not something that depends on an end user making the right call with the right tool, to the right value, and keeping a record of it.
The calculation isn't hard. The discipline to do it before the first order is the hard part. That's where we try to help.
What constant torque gives you that adjustable can't
- Consistent performance across the production run. Every unit leaves the factory with the same torque. No per-unit adjustment step, no variation introduced by assembler technique.
- The spec you ship is the spec that runs. With an adjustable hinge, the torque value in service is whatever the end user last set it to — not what the engineer calculated. End users adjust by feel, not by specification. With constant torque, the value is locked at the factory and stays there. What you tested in development is what your customer gets, on day one and on day 3,000.
- Longer effective service life. Adjustable hinge internals wear faster because the friction elements are designed to compress and release — that mechanism accelerates material fatigue. Constant torque assemblies don't have this problem; the preload is set once and the interface runs without the added stress of adjustment cycles.
- Traceable quality. We test every batch. If there's a torque issue in the field, we can trace it back to production data. With adjustable hinges that have been field-adjusted, that traceability is lost.
- Simpler assembly. No torque wrench required, no adjustment verification step, no risk of over-tightening by the assembler.
If you're not yet sure of the correct torque value, the right approach isn't adjustable production hinges — it's ordering constant torque samples across a range of torque values and testing them on your prototype. Once you've confirmed the right spec, we lock it in for production. We can usually turn around sample recommendations within 48 hours if you share your panel mass, CoG location, and opening angle.
Torque Calculation: Worked Examples With Real Numbers
I run a torque check on every enquiry that comes through my desk, and most of the time the formula isn't the problem — the inputs are. In 21 years of doing this, the failures I can trace back to a calculation almost always come down to two things: a centre of gravity location that was assumed rather than measured, and a safety factor that was too low because the calculation "looked fine." The two examples below are based on applications I see regularly. The numbers are representative, not invented.
The basic formula
Quick-reference: estimated torque per hinge (N·m)
Assumes 2 hinges, SF = 1.3 (indoor). Use as a starting estimate — always verify with your actual CoG and environment.
| Panel mass | CoG 100 mm from pivot | CoG 150 mm from pivot | CoG 200 mm from pivot |
|---|---|---|---|
| 1 kg | 0.64 N·m | 0.96 N·m | 1.27 N·m |
| 2 kg | 1.27 N·m | 1.91 N·m | 2.55 N·m |
| 3 kg | 1.91 N·m | 2.87 N·m | 3.82 N·m |
| 5 kg | 3.18 N·m | 4.78 N·m | 6.37 N·m |
| 8 kg | 5.09 N·m | 7.65 N·m | 10.20 N·m |
| 12 kg | 7.65 N·m | 11.47 N·m | 15.29 N·m |
Calculate at the fully horizontal position — that's when the moment arm is longest and the required torque is highest. Engineers who calculate at 45° and then wonder why the panel drifts when held fully open have made a geometry error, not a hinge selection error.
Example 1: Electronics enclosure door
Inputs: Door mass 3.0 kg. Width 400 mm (pivot to far edge). Uniform door, so centre of gravity at geometric centre = 200 mm from pivot. Two hinges. Standard indoor environment, no vibration.
W = 3.0 × 9.81 = 29.4 NM = 29.4 × 0.20 = 5.9 N·m5.9 × 1.3 = 7.6 N·m total7.6 ÷ 2 = 3.8 N·mExample 2: Industrial access panel in a compressor enclosure
Inputs: Panel mass 4.0 kg. Centre of gravity 120 mm from pivot (panel carries some asymmetric components, CoG measured on prototype). Cable harness adds ~10 N of drag force when panel is horizontal. Two hinges. Compressor base, 15–40 Hz vibration.
W = 4.0 × 9.81 = 39.2 NM = 39.2 × 0.12 = 4.7 N·m+10 × 0.12 = 1.2 N·m → Total = 5.9 N·m5.9 × 1.5 = 8.9 N·m total8.9 ÷ 2 = 4.45 N·m → select ≥ 5 N·m nominal per hingeThree inputs engineers consistently get wrong
- MISTAKE 1 Ignoring cable drag. Every cable or pneumatic line routed across a panel contributes a resisting force when the panel opens. We've seen this add 15–35% to the effective load on horizontal-axis panels. Ask your wiring team for cable stiffness data, or measure it with a spring scale on a prototype. It matters more than most engineers expect.
- MISTAKE 2 Using geometric centre as the centre of gravity. Works for uniform panels. Fails for panels with PCBs, heavy connectors, or reinforcing brackets on one side. We've had customers specify hinges that were technically correct for a uniform panel but chronically under-torqued because the actual CoG was 40–60 mm further from the pivot than assumed. Measure it or model it — don't assume.
- MISTAKE 3 Using a safety factor of 1.0 because "the calculation looks fine." Torque tolerance alone justifies at least 1.25. Add installation misalignment (one hinge taking more than its share), break-in torque drop in the first 500 cycles, and any environmental factor — and 1.3 is a minimum for benign environments, not a conservative choice.
Where These Hinges Actually Earn Their Keep
A friction hinge is not the right answer for everything. It's the right answer when a panel needs to stay at a position the operator chooses, without external support hardware, across many thousands of cycles.
Looking at where our shipments actually go: automotive and medical account for the largest share of our OEM customisation work — partly because those industries have disciplined specifications, and partly because quality failures there have consequences that clients take seriously. Industrial automation is our highest volume by unit count. Consumer electronics we handle selectively; the price pressure in that segment makes it difficult to do the engineering properly at scale, so we tend to work with clients who have specific technical requirements rather than commodity cost targets. We started taking medical enquiries more seriously around 2018, when several diagnostic imaging clients came to us after quality issues with their existing suppliers. That segment has grown steadily since.
Below are the applications we supply most frequently — and what's actually different about specifying for each one.
Case 1 — Automotive client: friction hinges for rapid-cycling, torque decay within ±25%
An automotive parts manufacturer came to us needing a friction hinge that could handle fast, repeated rotation — the duty cycle you see in production jigs that open and close dozens of times per shift — while keeping torque decay within ±25%. I reviewed their specifications and 3D files and saw that the existing mounting component geometry was creating uneven load distribution across the friction interface, accelerating wear faster than the torque rating alone would suggest. We modified the interface dimensions and applied Leecotech's patented torque engine technology. The redesign cleared their test requirements. Mass production started in 2022 and has run without a torque complaint since.
Case 2 — German automation client: panels sagging after 1–3 years
A manufacturer of industrial automation equipment in Germany contacted us because their access panels were drooping after 1–3 years of use. Their first instinct — and their first question to us — was whether they needed a higher-torque product. Before recommending anything, I asked how the hinges were installed. What I found: the welded mounting frames — a common issue also seen with large stamped parts — had pivot axes that weren't coplanar. One hinge was carrying the majority of the load; the other was contributing almost nothing. I walked them through checking coplanarity with a straight-edge and tightening up their assembly process. No new product. No additional cost. The sagging stopped. It's the kind of fix that takes ten minutes once you know where to look, and months of troubleshooting if you don't.
Friction Hinge Selection Guide: What to Check Before You Finalise the Spec
When an engineer sends us a spec for review, these are the things we check that aren't on the datasheet — the gaps between what a hinge is rated for and whether it'll actually perform in the application.
Ask for a torque-vs-cycles curve, not just a cycle count
A supplier who quotes "50,000 cycles" and stops there is telling you the hinge survived — not how well. The number I actually care about is torque retained at end of test. We publish torque retention curves for our standard products because I've seen too many cases where a customer chased a high cycle number and ended up with a hinge holding 40% of its initial torque at end of life — drift the operator could feel well before the hinge technically "failed." I'd take a 25,000-cycle hinge at 90% retention over that almost every time.
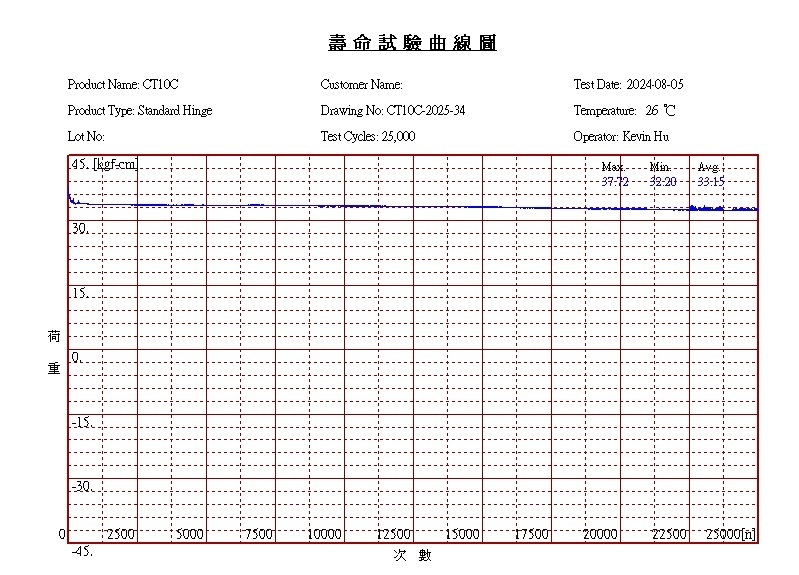
Our QM12 product line is specified to maintain torque within ±20% after 25,000 cycles. Our internal test protocol runs at 25°C for 30,000 cycles. The chart below is actual test output for product CT10C, tested 2024-08-05 by our QC team (operator: Kevin Hu). At 25,000 cycles, average torque read 33.15 kgf·cm — with max 37.72 and min 32.20 kgf·cm across the batch. Average decay from initial reading was approximately 14%. That's the real number.
For positioning applications, we recommend specifying minimum torque retention of 85% at the target cycle count. Below 80%, most end users begin to notice panel drift. Below 70%, the hinge is functionally failing even if it hasn't mechanically broken. Ask suppliers for the actual test chart — not just the cycle headline.
Temperature range affects more than material selection
Leecotech products are rated for −20°C to +70°C. Within that range, torque output is stable — you won't see meaningful variation from temperature alone under normal operating conditions. This covers the large majority of what our customers need: indoor industrial enclosures, machine covers, medical equipment in climate-controlled environments, and most automotive interior applications.
Most of our customers use hinges indoors, where staying within this range is straightforward. Where I pay more attention is outdoor equipment — rooftop enclosures, telecom cabinets in tropical climates, agricultural machinery exposed to wide temperature swings and heavy dust loading. In those environments, the temperature range itself may still be within spec, but the combination of thermal cycling, UV exposure, and particulate contamination into the friction interface calls for a more careful approach: sealed hinge designs, higher safety factors to account for any torque drift at temperature extremes, and an honest conversation with the customer about the installation conditions before we finalise the recommendation.
When a new enquiry involves an outdoor application, I ask about the environment in the first conversation. It's a lot easier to select the right product upfront than to troubleshoot a field issue after the hinge has been designed into the enclosure.
Mounting alignment: the failure nobody talks about
This is the failure mode I find most frustrating, because it doesn't show up in factory testing — factory fixtures are flat and precise. Real welded frames — and large stamped parts — are not. I've measured pivot axis misalignment of 0.3–0.8 mm on frames that looked perfectly flat by eye. The effect is that one hinge ends up carrying 65–75% of the total load while the other contributes little. The overloaded hinge wears at roughly twice the expected rate. The first sign is asymmetric panel feel — one side gets stiff, the other stays loose — followed by failure on the overloaded side at around half the rated cycle life. By the time it fails, the customer has usually forgotten what the installation looked like, and the root cause takes time to trace back.
Specify pivot axis coplanarity of ±0.1 mm or better in your assembly drawings. On welded frames and large stamped parts, check with a machinist's straight-edge before hinge installation. Post-weld stress-relief or machining of mounting surfaces is sometimes necessary for long-life applications — add this cost to the design before finalising the approach, not after the first field failure.
Break-in period: what to expect in the first few hundred cycles
Leecotech's hardened steel and bronze friction interfaces do not exhibit stick-slip behaviour under normal operating conditions. The interfaces are engineered for smooth, consistent motion from the start — the break-away torque and running torque are close enough that users don't feel a jerk or lurch at the start of movement.
What you may notice in the first 200–500 cycles is a slight decrease in torque as the friction surfaces bed in. Surface micro-roughness smooths out during break-in, and torque typically settles to a stable value within that range. This is expected and accounted for in our tolerance band. If you're testing a new hinge and the torque feels marginally high in the first few days of use, give it time — it will stabilise. If torque is low from the start, that's the issue to address, not break-in variation.
Pre-production checklist
- Torque retention curve requested — minimum 85% at target cycle count confirmed, not just a cycle-count headline
- Operating temperature range confirmed within −20°C to +70°C — for outdoor or extreme-environment applications, discuss with Leecotech before finalising spec
- Mounting surface coplanarity tolerance — ±0.1 mm specified in assembly drawings; if the frame is welded, assume it needs checking
- Cable and gasket drag quantified — included in torque calculation; if you're not sure of the number, measure it on a prototype with a spring scale
- Centre of gravity measured on the actual prototype — not assumed from geometry, especially if the panel carries any asymmetric components
- Vibration environment documented — if you're unsure, assume it's worse than it looks on paper
FAQs from Engineers We Work With
These are questions we actually get — from the enquiry form, from pre-order technical calls, and from engineers who've been burned by a wrong specification and want to understand why.
Leecotech vs. Large-Brand Suppliers: What's Actually Different
Large friction hinge brands — Southco and others — make excellent standard products. If your application fits their catalogue, they're a reasonable choice. Where we hear from engineers most often is when the catalogue doesn't quite fit: the torque is between two standard values, the mounting geometry is non-standard, or the volume is too small for a large supplier to take seriously.
| Factor | Large catalogue suppliers | Leecotech (OEM manufacturer) |
|---|---|---|
| Custom torque value | Standard values only; request may be declined or require very high MOQ | Available from 300–500 pcs; torque tuned to your exact spec |
| Minimum order quantity | Typically 1,000–5,000 pcs for non-standard; standard items may be lower | 300–500 pcs for torque-only customisation; 1,000 pcs for geometry changes |
| Engineering response | Through distributor; response time varies | Direct manufacturer engineering contact; written torque recommendation within 48 hours |
| Mounting configuration | Fixed catalogue options | Custom flanges and mounting geometry available with tooling |
| Test data | Datasheet values; application-specific test data may not be available | Torque-vs-cycles curves available for standard products; custom life testing on request |
| Best for | Standard applications that fit the catalogue; large-volume commodity procurement | OEM customisation; engineering development; applications where standard specs don't fit |
We're not the right supplier for every application. If a standard product from a major catalogue fits your spec exactly and you're ordering at high volume, that's probably the more efficient path. Where we add value is in the middle ground — the 300-piece OEM run where you need a specific torque value that doesn't appear in anyone's catalogue, and you need an engineer to review the spec before the first sample.
Ready to specify the right friction hinge?
Two ways to start: