
What Are These Two Things, and Why Does the Distinction Matter More Than People Think?
Most engineers I talk to already know what a gas spring and a friction hinge are — at least on paper. What surprises them is how differently they behave once they're bolted onto actual equipment running actual production cycles.
A friction hinge (also called a torque hinge or constant-torque hinge) uses internal spring steel bands wrapped around a central shaft. When the lid rotates, those bands generate consistent resistance — torque — throughout the full range of motion. The result is what we call "free-stop" behavior: the lid holds at whatever angle you leave it, whether that's 30°, 75°, or 110°, with no additional hardware. The torque is mechanical, set at manufacturing, and doesn't deplete over time.
A gas spring (gas strut) is a nitrogen-filled cylinder with an internal piston. It pushes back when compressed, which makes lids easier to lift. But it only works in one mode: pushing toward fully open or fully closed. It can't hold a lid at an intermediate angle on its own, and the nitrogen pressure that makes it work gradually escapes over the product's lifetime.
| Criterion | Friction Hinge | Gas Spring |
|---|---|---|
| Operating principle | Mechanical friction torque | Pressurized nitrogen gas |
| Positioning behavior | Free-stop at any angle | Fixed force toward open or closed only |
| Installation | Replaces standard hinge directly | Requires separate brackets + mounting points |
| Long-term performance | Predictable decay curve | Pressure loss varies with environment |
These comparisons look cleaner on paper than they are in real product conversations — which is exactly why I wrote this article instead of just pointing people to a spec sheet.
That mechanical difference is the foundation for everything that follows. But I want to address something upfront: a lot of comparison articles — including some from companies I respect — frame this as "friction hinge good, gas spring bad." That's not my view. Gas springs are a completely reasonable solution in the right context. The problem is they get specified in the wrong context far more often than they should. That's what this article is really about.
Six Performance Differences — and the One That Actually Gets People Hurt
I want to start with a story that stays with me.
The failure mode of a gas spring is gradual and invisible until it isn't. By the time a lid starts drifting, the gas spring has been underperforming for months.
1. Cycle Life: The Gap Is Wider Than the Specs Suggest
In food production or pharmaceutical lines, equipment lids cycle 20 to 50 times per day — that's 50,000 to 180,000 open-close cycles over a 10-year product life.
I can give you a real number instead of a marketing claim:
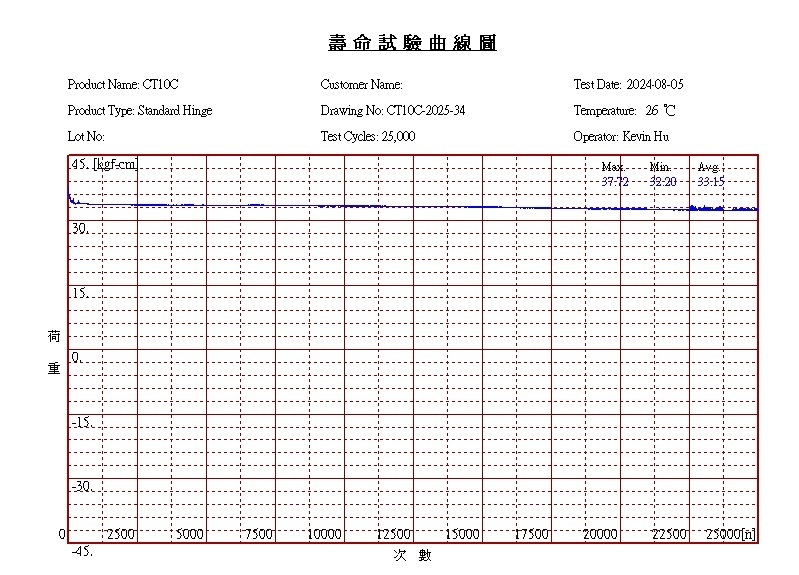
The curve shows a brief break-in period in the first ~1,500 cycles, followed by a flat, stable torque output through all 25,000 test cycles. Final readings: Avg 33.15 kgf·cm · Max 37.72 · Min 32.20.
The decay curve shows a short break-in drop in the first 1,000–2,000 cycles — that's normal for any friction-based mechanism — then holds essentially flat for the remaining 23,000+ cycles. That is not a projection or a datasheet claim. That is what the actual test curve looks like.
Gas springs don't have an equivalent document to show you — and that absence tells you something. A spring specified for 500N may be delivering 350N after two years in a warm kitchen environment. The lid starts feeling heavy. Then it drifts. Then it drops.
2. Temperature: Gas Springs Have a Real Constraint Here
Nitrogen gas is highly temperature-sensitive. Below roughly -10°C, gas contracts and the spring loses force. Above 60–70°C, pressure rises unpredictably. In environments near heating elements or subjected to steam cleaning, this creates real risk.
LEECO's standard friction hinge line is rated -20°C to +70°C. I'll be direct about the upper limit: 70°C is governed by the lubricant, not the stainless steel body. If your application runs above 70°C at the hinge location, you need to call us and discuss it specifically — it's not a case where you can assume the standard product will work. But for the vast majority of equipment lid applications, that range is sufficient.
3. Torque Accuracy: ±20% Is the Honest Number
I want to be specific here because I've seen other articles claim tighter tolerances. The torque tolerance on a friction hinge is typically ±20%. That's a real number. Design to it.
What it means practically: if you calculate that you need 10 N·m of holding torque, you'll get somewhere between 8 and 12 N·m. That's why the safety factor in the calculation section matters — not because the hinge is unreliable, but because you're working with mechanical tolerances, not precision instruments.
Gas springs carry ±5–10% at initial specification, which looks tighter on paper. But that's for new, unused units. As pressure decreases with age and thermal cycling, the effective force drifts outside any meaningful spec window.
4. Installation Space: Less of a Battle Than Engineers Expect
A gas spring needs clearance for its full compression travel — meaning the strut must span roughly 60–80% of the lid's diagonal to provide support at 90°. You need two mounting points with brackets, clearance for the rod to travel without fouling internal components or wiring, and geometric positioning that's rarely simple.
A friction hinge replaces a standard hinge in the same footprint. No brackets, no travel path geometry, no interference calculation. For equipment with internal components near the lid edge — wiring harnesses, sensors, piping — this simplification matters more than the unit cost difference.
5. Noise: A Small Point With Real Consequences in Some Markets
Gas springs produce a faint hissing sound through the oil damping fluid. In a noisy industrial factory, nobody notices. In a medical examination room, a laboratory, or premium commercial equipment, that sound registers as a quality defect to the end user. I've had OEM customers in the medical space explicitly reject gas spring designs after user testing — the noise failed their product quality standards even when the function was fine.
Friction hinges are silent. That's a minor criterion for most applications and a decisive one for a specific few.
6. Contamination Risk: The Non-Negotiable in Food and Pharma
Gas springs contain damping oil that can escape through seal degradation. In a food contact zone, even trace oil contamination can trigger a regulatory failure under FDA, NSF, or EU food safety frameworks. This is not a theoretical risk — it has triggered product recalls.
A sealed stainless steel friction hinge with NSF H1 food-grade lubricant has no contamination pathway. For IP69K washdown equipment, CIP processes, or pharmaceutical cleanrooms, there's really no decision to make here.
Total Cost of Ownership: The Calculation That Changes Procurement Conversations
I've had this conversation dozens of times. Procurement sees $8 per gas spring versus $22 for a friction hinge and the friction hinge loses before anyone looks at what happens in year two.
Here's the model I walk them through — assumptions: 100-unit production run, lid cycled 15 times per day, 250 operating days/year:
| Item | Gas Spring | Friction Hinge |
|---|---|---|
| Annual cycles/unit | 3,750 | 3,750 |
| 5-year cycles/unit | 18,750 | 18,750 |
| Replacement interval | Every 2–3 years | None needed |
| Replacements over 5 years | 2× | 0× |
| Replacement cost (part + labor + downtime) | ~$35–55/event | — |
| Total cost per unit, 5 years | ~$98 | $22 |
| Total, 100-unit fleet, 5 years | ~$9,800 | ~$2,200 |
The model above still assumes scheduled maintenance — meaning someone catches the pressure loss before the lid drops. If the failure is unplanned, add the cost of a production stoppage ($500–$5,000/hr depending on the line), an incident investigation if there's an injury, and in regulated industries, a potential audit. The $14 per-unit price difference is not the number that matters.
A few years ago, one of our customers decided our pricing was too high and switched to a cheaper alternative supplier. I understood the decision — the price difference was real, and on a large OEM run, it looked meaningful on paper.
Several months later, they came back.
The cheaper product had passed through incoming inspection, but when the equipment went into mass production, the torque was consistently outside the specified tolerance. Panels couldn't hold position at any angle — they were sliding down on their own. The root cause: the alternative supplier had claimed they performed life-cycle testing, but the customer eventually discovered that no actual test records existed.
The cost of the customer complaints, the production line disruption, and the retrofit was significantly more than the savings they'd captured on the original purchase order. They've been buying from us since.
I'm not telling this story to be self-congratulatory. I tell it because it's the clearest illustration I know of why asking for a test curve — an actual document with a date, a cycle count, and real measured values — is not an overcautious request. It's the minimum due diligence.
When I Recommend Gas Springs (Yes, Sometimes I Do)
Gas springs are not a bad product. They're a product that gets misapplied.
I would recommend a gas spring over a friction hinge when:
- The lid cycles fewer than 3,000 times in its total product life
- The equipment is not in a food, medical, or regulated environment
- The full-open position is the only position that matters — no intermediate stop needed
- Budget is genuinely the binding constraint and the application is low-criticality
- Space is not constrained and brackets aren't a problem
The mistake isn't choosing gas springs for these scenarios. The mistake is choosing them by default for applications where they will eventually fail, and calling it "good enough."
When Friction Hinges Are the Clearer Choice
Cycles above 5,000 lifetime operations. Regulated environments (food, medical, pharma). Temperature extremes in either direction. Applications where multi-angle positioning is genuinely needed — not just nice to have.
Installation space is on the list too, though honestly it's less decisive than people think once you've done it a few times. The bigger one in my experience is cycle life, because that's where the TCO math starts to compound against gas springs quickly.
Silent operation matters in specific markets. In a noisy factory, nobody cares. In a hospital or a high-end laboratory instrument, a hissing lid has failed a quality review before it ever reaches the end user.
The Hybrid Configuration — This Actually Works, We Have Proof
Here's something most comparison articles skip entirely, and I understand why — it's not a clean story. But it's the right answer for a specific class of problems.
One of our U.S. customers manufactures heavy industrial enclosures with a lid weighing approximately 20 kg. When their engineering team evaluated a friction-hinge-only solution, they hit a real problem: the torque required to hold a 20 kg lid at horizontal is around 70–80 N·m. The breakaway force needed to open the lid would have required two hands and meaningful effort on every cycle — not acceptable for their operators.
A gas-spring-only solution held the lid at full-open but couldn't stop it at intermediate angles, and introduced the contamination and temperature risks they'd already ruled out.
I won't pretend this configuration is simple to specify. Getting the strut force and hinge torque to work together without fighting each other takes engineering time. But for lids above 15 kg where multi-angle positioning and safety matter, it's the correct architecture.
How to Calculate the Torque You Need
The single most common specification error I see is ordering friction hinges without doing this calculation. It leads to lids that drift, slam, or require more effort to open than operators are willing to accept.
Example: 4.5 kg lid (44.1 N) · CG at 210 mm (0.21 m)
→ 44.1 × 0.21 = 9.3 N·m minimum
With 25% safety factor: 9.3 × 1.25 = 11.6 N·m
→ Specify a hinge rated at 12 N·m
Because friction hinge torque tolerance is ±20%, always apply a 25–30% safety factor. Additional variables worth accounting for:
- Vibration (equipment on motors or conveyors): add 10%
- Perimeter seal or gasket: measure compression force and add it — more significant than most expect, especially with thick foam seals
- Cables or plumbing through the hinge area: add drag torque from any routing crossing the pivot axis
- Temperature above 60°C at the hinge: confirm rated torque with supplier, as some lubricants soften at the upper end of the operating range
Prefer to skip the manual calculation? Use LEECO's interactive torque calculator — input your lid weight and center of gravity distance, and it outputs the recommended hinge torque with safety factor applied: leecotech.com/torque-calculator.html
Industry Notes: What I've Seen in the Field
Food Processing and Commercial Kitchens
The contamination issue is real and it's the first thing I raise with any food equipment customer still running gas springs. The NSF and FDA requirements aren't abstract — they're audit triggers. The operating environment (steam, CIP chemicals, pressure washing at 85–95°C) destroys gas spring seals faster than almost any other application. I've seen customers replace gas springs on commercial kitchen equipment every 12–18 months.
I'll admit something here: early in my career I was more willing to say "it depends" on the contamination question. I thought food-safe grease in a friction hinge was an unnecessary premium for lower-risk zones in a kitchen. I don't think that anymore. I've seen too many audit reports where "proximity to food contact zone" was interpreted more broadly than the equipment designer expected. Specify it right from the start.
For food equipment: 316 stainless steel over 304, electropolished surface, IP69K rating, NSF H1 grease. None of those are optional in a real food safety environment.
Medical Devices
Medical is the application where the noise criterion actually matters, and where the torque accuracy conversation gets more rigorous. Diagnostic equipment manufacturers need their hinges to behave consistently — a monitor that holds position in testing but drifts in the field creates support calls and quality issues. I've also seen asymmetric torque specified more in medical than anywhere else: lower opening resistance for ergonomic daily use, higher closing resistance so the lid never drops. If you're specifying for a medical application, ask your supplier about asymmetric torque options — not all manufacturers offer them.
Industrial Machinery and Outdoor Enclosures
If your enclosure is in direct sun in a Middle Eastern installation or in an unheated outdoor cabinet in northern Europe, the -20°C to +70°C range of our standard product covers most cases. Where it doesn't — and I've seen this with equipment near heat-generating machinery — you need to confirm specifically where the hinge will sit in the thermal environment, not where the air temperature is measured. Hinge surface temperature and ambient air temperature are not the same thing when there's radiant heat involved.